|
写在前面: 感谢后台各位伙伴们的关注和支持,在大家的期盼下,华秋DFM终于再次迎来了新功能更新! 往期迭代的版本,无一不帮助大家提前规避了很多关于生产和设计的隐患问题,所以此次也秉承着为大家节省更多时间和资源的原则,希望带给大家更好的体验和服务。 ' P1 X% X- S e( o! O; L
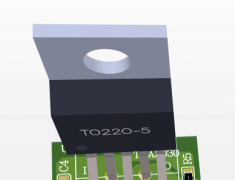
V3.8新版本解读 ● PCBA组装分析功能中,增加焊盘散热分析功能,此功能可以对存在虚焊风险的焊盘及走线方式,进行识别预警。 ● PCBA组装分析中,增加替代料分析功能。 ● 丰富元件库数量及优化匹配规则,增加元件型号数量约100万个。 ● 提高仿真图的渲染效果,使仿真图更加逼真接近实物。
$ ~' m; m& P) o* W; u& A" C( u5 J% @华秋DFM软件最新下载地址(复制到电脑浏览器打开): https://dfm.elecfans.com/uploads/software/promoter/HQDFM%20V3.7.0_DFMGZH.zip 当然,后续我们也将不断优化更多功能体验和服务质量,希望大家继续提供宝贵的建议哦~ 下面,和大家分享几个关于焊盘散热过快的案例,并结合华秋DFM软件详细讲解是如何检查的。 O4 V6 W! L% x2 [& @
Part.01焊盘散热过快导致生产缺陷 在pcb设计中,如果器件的某一个或几个管脚需要和大面积铜箔相连,建议焊盘采用如下花式连接,避免大面积铜箔与焊盘实铺相连。 焊盘与大面积铜箔实铺相连,会导致焊盘在焊接过程中散热太快,出现冷焊、立碑、拒焊的情况出现。 
7 Q4 O. p f. ]& ]3 g$ q8 c* p! h$ Y/ s
缺陷一:冷焊
8 }' e# J( j/ k在回流焊时,器件的个别管脚焊盘散热过快,出现锡膏未能完全熔化,呈粉末状。其产生的直接影响就是焊接不牢靠,虚焊假焊,这在smt品质要求中是不允许存在的,会导致产品无法正常工作或影响产品的可靠性。 
. u+ N" V& @* R7 H- Z
' d9 n; }, B, Y1 C0 V( S( i缺陷二:立碑
v2 U$ y' `8 f6 J+ @小封装的电阻或电容,如果其中一个焊盘与大面积的铜箔相连,另一个焊盘只与信号线相连,在过炉时,由于一个焊盘散热过快,会因时间差而导致两边的湿润力不平衡,从而致立碑。  ) k3 D* z* X# |) h$ T2 c ) k3 D* z* X# |) h$ T2 c
5 ]+ x1 u3 Z* k2 I8 j* Q
缺陷三:拒焊 $ ]$ D3 V9 c: u& \# j
在DIP焊接过程中,除了PCB焊盘、物料管脚氧化,焊接面有异物导致的拒焊以外,焊盘散热过快也是其中一个原因,在过波峰焊时,相同的炉温曲线,由于局部焊盘散热过快,导致温度变低,出现个别管脚焊锡不饱满、甚至不沾锡的情况。  5 o. N) c/ j( s- z4 ^ 5 o. N) c/ j( s- z4 ^
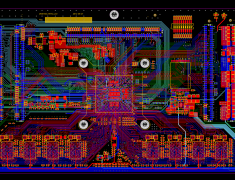
X% [! Y' i! H. o8 U# o除了建议采用以上花式焊盘连接以外,为了让PCB设计的可焊性进一步提高,华秋DFM推出的焊盘散热分析功能,能更加精确地计算出:焊盘连接处的连线宽度与焊盘周长占比,通过占比参数评估设计的合理性。下面结合软件讲解。
, u* M" j8 E5 ^4 Z1 }6 ~Part.02用华秋DFM检测可焊性风险 ^8 B/ r5 x/ ]( [7 ?5 g/ H5 p/ e4 |9 X
焊盘周长连线宽度比(SMD) + t% l h5 S7 Y$ f
连线占SMD焊盘周长宽度比≥100%,散热过快锡膏熔点低会导致虚焊,建议优化走线、铜与焊盘相连的比例。如果是铜箔相连可以采取热焊盘设计。 
' g0 t+ i: Y5 x2 b" w6 V+ w# I v/ E6 D/ [" E% D G
焊盘周长连线宽度比(DIP) 5 W1 V" h! A1 |: o
连线占DIP焊盘周长宽度比≥100%,散热过快锡膏熔点低会导致虚焊,建议优化走线、铜与焊盘相连的比例。在铜箔上的DIP焊盘可以采取热焊盘设计。  7 d3 C# } T" @ 7 d3 C# } T" @
+ d$ A5 {& n8 F- u# i焊盘周长连接线宽度比(chip)
m) F( t) f) u" _# _' E5 I& h连线占分立元件焊盘周长宽度比≥5.86倍,焊盘导线较大的导热系数快,建议将焊盘连线调整统一宽度。如果一个焊盘是线连接,另一个焊盘铜箔全连接,可以采取用热焊盘方法设计,统一两个焊盘的连接宽度。 
* P0 T" ?/ ?. z- b" N, d a6 A9 J! G1 z% h' y
| 
















 窥视卡
窥视卡

 置顶卡
置顶卡 变色卡
变色卡![[新版本]CAM350 v15.1 及 BluePrint v7.1 安装包分享](data/attachment/block/d3/d3338456a83ad668928cc22d024d6d35.jpg)
![[新版本]CAM350 v15.1 及 BluePrint v7.1 安装包分享](data/attachment/block/e6/e62f66f0e16573e6d93e5cc624dae057.jpg)